Commandes pour machines-outils
Les commandes pour fraiseuses, machines de fraisage-tournage et centres d'usinage




La TNC 640 est dotée d’une interface utilisateur optimisée qui, grâce à des codes couleur, à des éditeurs de tableaux standardisés et à smartSelect (un mode de sélection rapide des fonctions assisté par des dialogues), vous permet d’avoir rapidement une vue d’ensemble de votre travail. Avec la TNC 640, l’asservissement des mouvements est optimisé, les séquences sont traitées très rapidement et vous profitez de stratégies d’asservissement spéciales, ainsi que d’une gestion 100 % numérique des asservissements (entraînements et variateurs inclus) : autant d’avantages qui permettent d’atteindre des vitesses d’usinage extrêmement élevées, tout en garantissant la meilleure précision de contour possible, notamment lors de l’usinage de contours 3D. Sur la TNC 640, les contours de tournage se programment en Texte clair HEIDENHAIN : vous ne changez donc rien à vos habitudes. Cette TNC propose en outre des éléments de contour spécifiques au tournage (gorges, dégagements, dégagements de filetage), et même des cycles qui permettent de venir à bout d’opérations d’usinage complexes.
Elle est d’ailleurs équipée des fonctions nécessaires et performantes pour:
Fraiseuses universelles
Perceuses
Usinage cinq axes avec tête pivotante et plateau circulaire
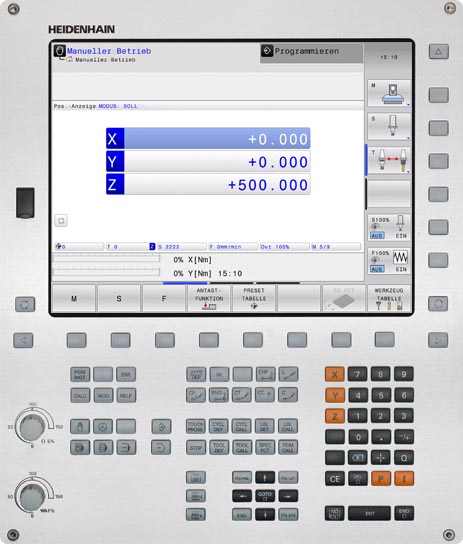
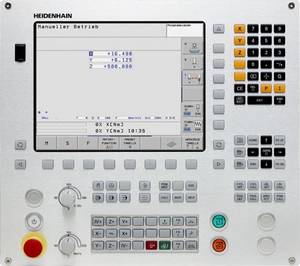
L’écran couleurs plat LCD 15 pouces affiche de manière panoramique toutes informations utiles à la programmation, à l’utilisation et au contrôle de la commande et de la machine: Séquences de programme, remarques, messages d’erreur, etc. La représentation graphique fournit d’autres informations lors de l’introduction des données ou du test de programme et lors de l’usinage.
Grâce à l’écran partagé « split screen », vous pouvez afficher les séquences CN sur une moitié de l’écran, et sur l’autre moitié, le graphisme de la pièce ou l’affichage d’état.
Pendant l’exécution du programme, l’écran vous propose toujours l’affichage d’état qui vous informe sur la position de l’outil, le programme en cours, les cycles actifs, les conversions du système de coordonnées, etc. La TNC 320 vous indique également la durée actuelle de l’usinage.
Programmation pour l’atelier
La programmation pour l’atelier est une des principales caractéristiques de la TNC 128, d’autant plus que c’est dans l’atelier que les commandes TNC trouvent leurs racines. Au cours des dernières années, les processus d’usinage sont devenus plus complexes et les machines plus performantes. Malgré le constant développement des commandes TNC, le concept d’utilisation de base est toujours resté le même. Dans la TNC 128 aussi, ce concept d’utilisation éprouvé constitue la base d’une programmation conviviale. En effet, la TNC 128 vous assiste dans la création de programmes à l’aide de figures d’aide, de dialogues et de cycles axés sur la pratique pour l’usinage et la conversion de coordonnées.
Facilité d’utilisation
Pour les opérations d’usinage simples, par exemple pour le surfaçage, vous n’avez pas besoin d’écrire un programme sur la TNC 128. Elle peut en effet être aisément déplacée en mode manuel, avec les touches d’axe ou bien avec la manivelle électronique pour plus de précision.
Création externe de programmes
La TNC 128 est tout aussi facile à programmer à distance. Son interface Fast Ethernet garantit des temps de transmission extrêmement courts, même pour des programmes longs.




Les commandes de contournage pour tours :


Cela fait des années que la CNC PILOT fait quotidiennement ses preuves sur des tours et qu’elle se distingue notamment par sa facilité de programmation.
Avec smart.Turn, HEIDENHAIN est allé encore plus loin dans la convivialité d’utilisation : des formulaires de programmation faciles à comprendre, un paramétrage par défaut des valeurs globales, des options de sélection et une assistance graphique explicite assurent une utilisation simple et rapide.
Les programmes générés par smart.Turn sont émis en DIN PLUS, un mode éprouvé sur lequel se base toute l’interface smart.Turn et qui permet au programmeur de la CN, comme à l’opérateur de la machine, d’accéder à toutes les informations utiles alors même qu’un programme est en cours d’exécution.
Grâce à sa flexibilité et aux nombreuses options de programmation qu’elle propose, la CNC PILOT 640 vous sera d’une aide précieuse en toute circonstance. Elle se distingue d’ailleurs par sa facilité d’utilisation et de programmation, quel que soit le type de pièces que vous usinez : des pièces unitaires ou de séries, simples ou complexes ; et c’est justement pour cette raison qu’elle ne nécessite que très peu de temps de prise en main, ou de formation.
La CNC PILOT 640 a été conçue pour les tours à CNC et convient aussi bien pour les tours horizontaux et verticaux que pour les tours à carrousel. Elle gère aussi bien les tours qui sont équipés d’une broche principale et d’une contre-broche, d’un axe C ou d’une broche indexable et d’outils tournants, que des machines avec un axe Y et un axe B. Dans le cadre d’un usinage multi-canal, il est même possible d’exécuter diverses étapes d’usinage avec plusieurs chariots en même temps.
Que vous usiniez des pièces de tournage simples ou complexes, avec la CNC PILOT, vous profitez à tous les coups de la programmation graphique de contours et d’un mode de programmation convivial avec smart.Turn. Et si vous souhaitez, par exemple, utiliser des variables pour la programmation, ne piloter que certains composants de la machine, utiliser des programmes générés à distance (etc.), il vous suffit alors de passer en mode DIN PLUS, un mode qui vous aide à venir à bout de vos tâches spéciales.
Depuis de nombreuses années, la MANUALplus a démontré son effi cacité dans l’utilisation quotidienne sur les tours à cycles. Elle a su en particulier se distinguer par le confort qu’elle apporte à l’utilisation manuelle de la machine. Grâce à une programmation des cycles bien conçue pour les besoins des applications, l’opéra teur peut créer ses programmes et les exécuter de manière rapide et effi cace sur le tour.
L’arrivée de la MANUALplus 620 vient désormais élargir le champ d’applications aux tours CN à une broche. Grâce au mode de fonctionnement smartTurn, HEIDENHAIN vient de franchir un pas de plus vers une utilisation toujours plus conviviale. L’introduction des données dans des formulaires bien conçus, la configuration par défaut de valeurs à effet global, les options de sélection et aussi les figures graphiques évocatrices sont autant de moyens qui rendent l’utilisation à la fois plus rapide et plus simple.
La nouvelle interface utilisateur smartTurn est fondée sur la grande expérience du mode HEIDENHAIN DIN PLUS. smartTurn créé les programmes DIN PLUS et fournit au programmeur CN et à l’utilisateur de la machine toutes les informations pertinentes dont ils ont besoin pendant le déroulement du programme.
La MANUALplus 620 est conçue pour les tours équipés d’une broche principale, d’un chariot (axes X et Z), de l’axe C ou d’une broche indexable et d’un outil tournant. Elle est destinée aux tours horizontaux ou verticaux avec fixation simple ou tourelle. Les tours à cycles sont généralement utilisés pour des lots de pièces de petite ou moyenne taille. L’opérateur de la MANUALplus 620 bénéficie de la programmation des cycles apprise très facilement et qui lui permet d’usiner les pièces rapidement et efficacement. Et si les contraintes de production augmentent, si vous devez exécuter sur votre tour des opérations complexes, vous créez alors vos programmes CN avec le nouveau mode de fonctionnement smart.Turn. Le mode de fonctionnement smart.Turn est la base de la programmation CN sur les tours à commande numérique.
Ce nouveau mode de programmation CN ne nécessite qu’une courte période de familiarisation dans la mesure où l’opérateur n’a à se préoccuper ni des fonctions G ou M, ni de la structure d’un bloc d’usinage. Avec smartTurn, on programme sur des formulaires faciles à assimiler.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}